John Backes, Product Manager at Rigel Medical, part of the Seaward Group, considers the merits of 25A and 200mA test currents for testing protective earthing conductors in electromedical devices.
Debate in the medical industry on the most appropriate test current for checking the integrity of the protective earthing conductor of medical devices has been around for many years.
Historically, some have traditionally favoured a higher test current of 25A or 10A originating from the IEC 60601-1 requirements on the premise that it will best detect any damaged conductors present. In addition, when analogue instruments were widely used for low resistance measurement, it was often necessary to use high test currents to produce sufficient voltage drop across the sample to generate the necessary needle deflection.
With modern electronics and digital technology, this is no longer necessary and more recently, given the growth in hand held test instruments, others have come to favour a lower test current of 1A or less as a means of eliminating any risk of damage to the equipment under test.
In reality, the different test currents both have their merits. Various International Standards and Code of Practices for In-service Testing and Inspection of Medical Electrical Equipment recommend a variety of test currents from 25A down to 200mA. However, for routine testing and testing after repair of non-medical appliances and testing of fixed installations, the majority of European standards now specify a test current of 200mA.
Protective Earthing Conductors
Protective earthing conductors are designed to prevent electric shock by allowing the passage of electric current under fault conditions. In Class I electrical equipment the protective earthing conductor resistance needs to be of sufficiently low value to prevent the voltage on external metal parts rising to a level where the shock potential presents a hazard to life.
A variety of national and international standards define a maximum acceptable level of resistance of a protective earthing conductor and the precautions associated with medical equipment are significantly greater than those associated with industrial commercial and electrical products.
These standards not only lay down the maximum resistance values but also define the test current, the open circuit voltage and the duration of that test. Depending on the time at which the tests have been conducted, different criteria will apply at the design stage, the conformance testing stage, manufacturing and in service testing.
With any item of electromedical equipment it is likely that the protective earthing conductor will comprise various lengths of flexible cable linking the equipment to the point of electrical supply. It is also possible that various types of switching mechanism may exist including relays and electrical switches.
Any measurement of a protective earthing conductor will therefore encounter both bulk and contact forms of electrical resistance. Both these types of resistance can have implications on the use of different test methods with varying currents, voltages and time durations.
Figure 1 shows the different types of resistance making up the total measured resistance.
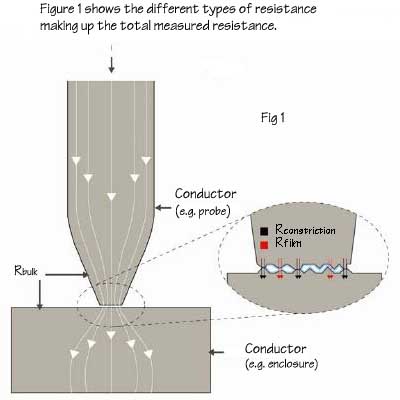
Bulk resistance is the material along the conductors' path. This will tend to be constant although it will be affected by temperature and in certain cases by physical pressure.
Contact resistance, however, is a variable resistance that occurs at the interface between two conducting surfaces. Contact resistance is made up of constriction resistance and film resistance and will be dependent on the contact force between the two surfaces in contact.
Careful inspection of the contact interface between two conducting materials will show that surfaces that may appear flat and uniform to the naked eye will invariably comprise a series of rough peaks and valleys when viewed under a microscope.
In reality, the two mating surfaces will therefore only make contact with each other where the surface peaks (asperites) meet and the actual surface area of this real contact area is typically much smaller than may be apparent.
In these circumstances constriction resistance occurs as the electrical current is channelled through small point contacts that occur at these peak points or interfaces. Layers of oxide and dirt that are formed on the material's surface also create film resistance. These oxides have higher resistance than the conducting material on either side of the junction.
Constriction resistance could be reduced by increasing the force applied between the two surfaces as shown in Figure 2 below.

Film resistance is typically overcome by cleaning the surfaces between the two contacts although this is not always practical and oxidation might occur again immediately after a connection has been cleaned.
Figure 3 shows the effects on the total resistance by reducing the constriction resistance. Unlike film resistance, constriction resistance and therefore the total resistance is reduced by increasing the force applied between the two surfaces. Bulk resistance is assumed as constant.

Test done at our laboratory demonstrate the effects of film resistance in relation to the level of current passing through the contacts.
Figure 4 shows the effect of film resistance in relation to the test current in a connection within a typical IEC lead. At each stage of the test, the test current was increased and the total resistance was measured. As the test current is rising (shown in blue - rising), the film resistance is being reduced as a result. In this test, the film resistance was completely eliminated at a test current of 8 Ampere and ones this point was reached, the test current was reduced in steps (Shown in red - Falling).

Tests demonstrated that once film resistance was cleared in an existing connection; film resistance no longer effected the total resistance measurement.
During our tests, bulk resistance and constriction resistance were kept as a constant.
The impact of these different types of resistance can therefore have significant impact on the results obtained from varying levels of test current. It follows, therefore that the level of test current will affect the measurement when film resistance is considered.
High Current Testing
The perceived benefit of the relatively high 25A test current is that it will be capable of overcoming the implications of film resistance.
However, and conversely, excessively high levels of test current will cause temperature rise throughout the protective earthing conductor path. If applied long enough will have a significant impact on the resistance value measures.
In the event of a damaged protective earthing conductor, where most strands are broken, a high current test may also detect the damage by 'fusing' the cable.
Fusing occurs due to the heating effect of the test current - the current flows, generating heat and the wire melts apart resulting in an open circuit. The fusing action is produced by a temperature rise in the cable and it therefore takes a finite time for the cable to fuse.
The temperature rise and hence the ability to fuse a damaged cable depends upon the test current and the test duration. In protective fuses this is referred to as the I2t rating. The higher the current or the longer the test duration the higher the probability of fusing the damaged cable.
The probability of the test fusing a cable with broken strands will therefore depend on:
- how many strands are broken
- the magnitude of the test current
- the duration of the test
However, tests carried out on a stranded 1.5mm² - 48 x 0.22mm² cable, using a 25Amps AC constant current learned that 95% of the strands needed to be broken to fuse the lead in 30 seconds. In practise however, earth continuity tests are carried out in shorter time duration, typically 2 to 5 seconds during routine maintenance, making the likelihood of fusing at 25 Ampere unlikely.
The purpose of the earth continuity test is to ensure that accessible conductive parts, which rely upon protective earthing as a means of protection against electric shock, are connected to the protective earth of the supply.
There may also be accessible conductive parts which are connected to protective earth for functional reasons such as signal screening and these earth paths may not be designed to carry high currents. Passing a high test current through them may therefore result in damage to the equipment under test.
200mA Testing
A 200mA test current is rapidly becoming the European standard for inservice testing and testing after repair. In particular, those test instruments that comply with the requirements of the VDE 0751 (German standard) and the imminent IEC 62353 (Standard for in-service and routine testing of Medical Electronic Equipment) are capable of making accurate resistance measurements using a 200mA test current.
The use of a lower test current such as 200mA also reduces or eliminates the risk of damage to the equipment under test caused by passing high test currents through paths to ground that are not intended to provide protective earthing.
One of the reasons often provided for the use of a higher test current is that the resistance values being measured are in the order of 0.1 ohms and, in principle a higher test current will aid the measurement process. However, this particular argument loses some of its merits, with modern advances in test technology enabling very accurate resistance measurements to be made using low test currents.
Recently new test technology has been pioneered in the form of a newpatented low energy, high current test that overcomes the previous contact resistance problems that inhibited the wider application of protective earth testing using 1A or 200mA test currents.
As a result the new concept successfully conquers variations in measurement that can be caused by high film resistance between the test probe and the electromedical equipment under test, for example, when measuring continuity of tarnished parts in detachable IEC power cables.
Importantly, the new low current test technology enables valid earth continuity tests to be carried out using battery powered testers, significantly increasing the portability and versatility of hand held safety analysers and speeding up the testing process.
Summary
Both 25A and 200mA are recommended internationally as a valid test current for in-service testing and inspection of medical electrical equipment and both are of value to biomedical engineers and technicians.
However, a high test current doesn't necessarily detect a damaged protective earth path and does not always give better accuracy. In addition, modern electronic technology means that low current testing can now be applied more effectively than may have been the case in the past.
Whatever the test current, contact resistance is an ever present variable. However, a low energy, high current pulse prior to a 200mA test can overcome such problems. Furthermore, low current 200mA earth continuity testing has a further advantage in that it can be undertaken with battery power rather than mains supply, enabling significant design and practical improvements to be incorporated in modern electromedical safety testers.
Conclusion
Provided modern techniques are used to measure the ground resistance during routine testing and contact resistance is properly addressed, for example by using a low energy high current pulse prior to 200mA test current, the lower test current is preferred for routine field maintenance as this would provide you with the benefits of:
- Increased safety of the operator
- Reduced risk of damage to the in-service medical equipment (DUT)
- Smaller test instruments to include valid ground bond measurements
- Battery operated test equipment
- Increased flexibility of the test engineer due to lightweight test equipment
- Cost reduction due to reduced down time of medical equipment
- More economical availability of test equipment
John Backes is active as UK representative in working group 14 (testing to the general standard) of IEC subcommittee 62A: Common Aspects of Electrical Equipment in Medical Practise.
Rigel Medical, part of the Seaward Group is a market-leading manufacturer of portable biomedical test equipment. The company has pioneered the introduction of a range of test instruments and technical innovations to make the safety testing of medical devices faster and easier for contractors and service engineers.
Seaward Electronic Ltd. is based at Bracken Hill, South West Industrial Estate, Peterlee, County Durham, SR8 2SW
Tel. (0191) 586 3511 Fax. (0191) 586 0227
E mail: This email address is being protected from spambots. You need JavaScript enabled to view it. Web : www.seaward.co.uk